Varenummer
De består av 8 siffer;
- De 4 første betegner type ( for eks. 7601 = JG, 7502 = J W)
- De 4 siste siste sifrene betegner selve gjengedimensjonen (for eks. 7611-07-02, her 07 = 7/16" og 02 = 1/8")
| Rør dimensjon | UN-gjenger | Varenummer |
| 6 | 7/16"-20 | 07 |
| 8 | 1/2"-20 | 08 |
| 10 | 916"-18 | 09 |
| 12 | 3/4"-16 | 12 |
| 16 | 7/8"-14 | 14 |
| 20 | 1-1/16"-12 | 17 |
| 22 | 1-3/16"-12 | 19 |
| 25 | 1-5/16"-12 | 21 |
| 30 | 1-5/8"-12 | 26 |
| 38 | 1-7/8"-12 | 30 |
| 50 | 2-1/2"-12 | 40 |
TYPER
| Forkortelse | Bekrivelse |
| J G | Rett Union |
| J W | 90° albue |
| J T | T-rør |
| J K | Kryss |
| J SV | Skottegjennomgang |
| J WSV | 90° Skottegjennomgang |
| J GE | Rett union med utvendige gjenger |
| J WE | 90° union med utvendige gjenger |
| J UE | 45° union med utvendige gjenger |
| J TE | T-rør med utvendige gjenger |
| J LE | T-rør med utvendige gjenger |
| J GAI | Rett med innvendige gjenger |
| J GI | Rett union med svivelmutter |
| J G II | Rett union med svivelmutter x 2 |
| J EVW | 90° albue med sivelmutter |
| J EVU | 45° albue med svivelmutter |
| J EVT | T-rør med svivelmutter |
| J EVL | T-rør med svivelmutter |
| J EVGE | Rett union med svivelmutter |
| J KOR | Overgang |
| J MAV | Manometerkupling |
| J MA | Manometerkupling |
| J PLI | Hette |
| J PKU | Plugg |
| J D | Støttering |
| J M | Mutter |
TRYKKDATA (i hendhold til SAEJ 1065 sikkerhetsfaktor 1:4)
| JIC 37° | UN O-ring | G (BSP) O-ring + støttering | M (BSP) O-ring + skive | ||||||
| Rør dimensjon | Ikke stillbar | Stillbar | Gjenge | Ikke stillbar | Sillbar | Gjenge | Ikke stillbar | Stillbar | |
| 06 | 35 | 31,5 | 31,5 | G 1/8" | 31,5 | 20,0 | 10 x 1,0 | 31,5 | 20,0 |
| 08 | 35 | 31,5 | 31,5 | G 1/4" | 31,5 | 20,0 | 12 x 1,5 | 31,5 | 20,0 |
| 10 | 25 | 31,5 | 25,0 | G 3/8" | 31,5 | 20,0 | 14 x 1,5 | 31,5 | 20,0 |
| 12 | 25 | 31,5 | 25,0 | G 1/2" | 25,0 | 20,0 | 16 x 1,5 | 31,5 | 20.0 |
| 16 | 25 | 20,0 | 20,0 | G 5/8" | 25,0 | 20,,0 | 22 x 1,5 | 25,0 | 20,0 |
| 20 | 20 | 25,0 | 20,0 | G 3/4" | 25,0 | 20,0 | 27 x 1,5 | 25,0 | 20,0 |
| 25 | 20 | 16,0 | 20,0 | G 1" | 25,0 | 20,0 | 33 x 2,0 | 25,0 | 20,0 |
| 32 | 16 | 12,5 | 16,0 | G 1-1/4" | 16,0 | 16,0 | 42 x 2,0 | 16,0 | 16,0 |
| 38 | 10 | 16.0 | 12,5 | G 1-1/2" | 16,0 | 16,0 | 48 x 2,0 | 16,0 | 16,0 |
| 50 | +8 | 12,5 | 10,0 | 2" | 10,0 | 10,0 | 60 x 2,0 | 12,5 | 10,0 |
MONTERINGANVISNING
Valg av rør
Ved bruk av sømløsekaldragne og normaliserte presisjonsrør i stål oppnåes det beste resultatet ved bøying og kraging av rør (DIN 2391C). Sjekk alltid at røret er uten skader innvendig og utvendig.
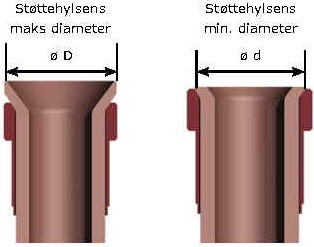
Kraging
- Velg alltid riktig skadefri rørkvalitet og dimensjon. Kapp røret vinkelrett. Fjern så oppståtte grader både innvendig og utvendig.
- Tre mutteren først på røret og så støtteringen. Mutterens åpne gjengede ende og konen på støtteringen skal montres mot enden av røret. Bruk krageverktøy for å oppnå en god 37° krage.
- Kragens største diameter D skal være like stor som støtteringens ytre diamter. Kragens minste diamter D skal være lik med støtteringens støre innvendige diameter. Jfr. tabell nedenfor.
| Kraging | |||
| Rør Ytre Diamter (OD) mm | Rør Ytre Diamter (OD) tommer | d (minimum) | D (maksimum) |
| 6 | 1/4" | 8,0 | 9.7 |
| 8 | 5/16" | 9,5 | 11,3 |
| 10 | 3/8" | 11,2 | 12,2 |
| 12 | 1/2" | 14,9 | 17,3 |
| 14 | 17,9 | 20,2 | |
| 15 | 17,9 | 20,2 | |
| 16 | 5/8" | 17,9 | 20,2 |
| 18 | 22,3 | 24,7 | |
| 20 | 3/4" | 22,3 | 24,7 |
| 25 | 1" | 28,7 | 31,0 |
| 30 | 35,8 | 38,9 | |
| 32 | 1-1/4" | 35,8 | 38,9 |
| 38 | 1-1/2" | 41,4 | 45,3 |
- Hvis kragen er for liten, kan ikke hele kuplingens pakkflate utnyttes og kragen kan presses tynnere pga for liten pakkflate.
- Rør med for sto krage kan skade gjenene i mutteren ved montering
- For god tilpassing må kragen være vinkelrett og kosentrisk med røret og støtteringen.
- Dersom kragen er skrå og eksentrisk skyldes det at røret ikke er kappet vinkelrett og blitt formet ujevnt ved kraging.
- Korrekt kraging og montering gir en lang og problemfri levetid.
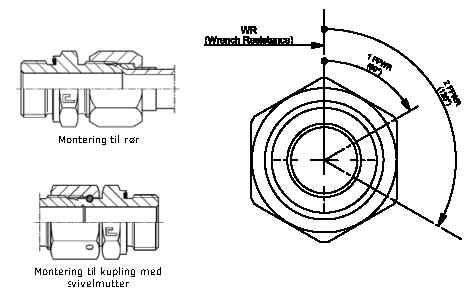
Montering
- Spenn inn rørets krage mellom støttering og kuplingkroppens pakkfalte ved å tiltrekke mutteren til du oppnår metallkontakt. Deretter tiltrekk med antall "flats" i henhold til tabellen nedenfor.
*FFWR = Flates Wrench Resistance dvs. antall sekskanter fra nøkkelfast (metallkontakt mellom pakningsplatene)
Tiltrekningsmoment
| Slange Indre Diamter (ID) | Gjenge | FFWR* |
| 3/16" | 7/16"-20 UNF | 2 |
| 1/2"-20 UNF | 2 | |
| 1/4" | 9/16"-18 UNF | 2 |
| 3/8" | 3/4"-16 UNF | 2 |
| 1/2" | 7/8"-14 UNF | 1-1/2 |
| 3/4" | 1-1/16"-12 UNF | 1 |
| 1" | 1-5/16"-12 UNF | 1 |
| 1-1/4" | 1-5/8"-12 UNF | 1 |
| 1-1/2" | 1-7/8"-12 UNF | 1 |
| 2 | 2-1/2"-12 UNF | 1 |